Toll Free: 1-866-508-6394
OR Contact Us
OR Contact Us
Shop by Category
by Wayne Scraba |
|
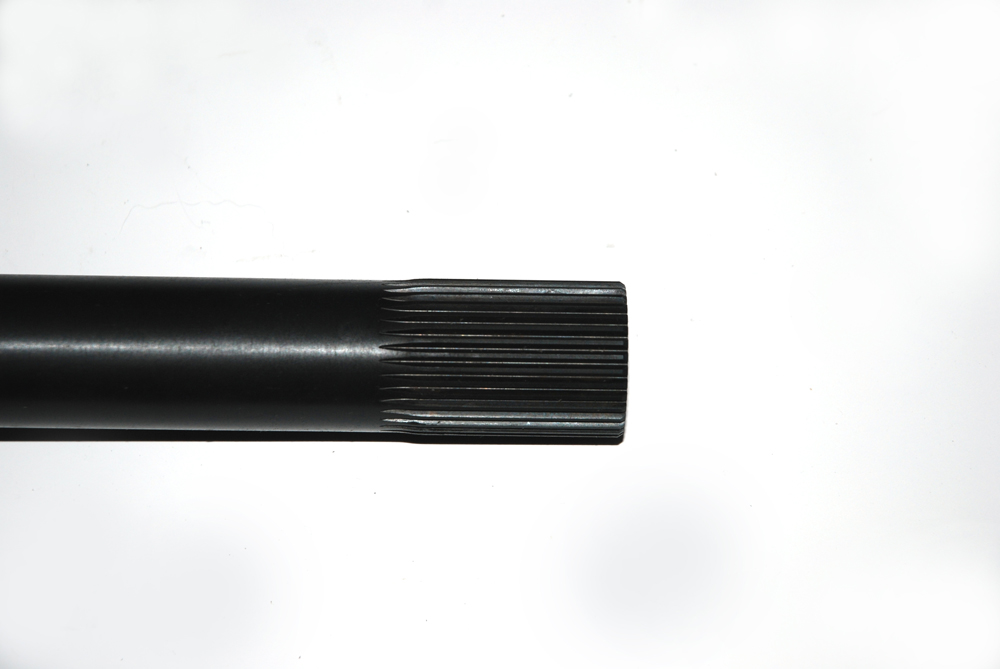
In the past segment of our Axles 101 series, we looked at the material choices (and finishing options) for axles. If you recall, there’s much more than meets the eye. But that’s far from the end of it. You see one of the most important factors when it comes to axle strength is actually the splined end. According to Mark Williams, when you examine a set of axle splines, the outer edge of the spline defines the major diameter. The lowest portion of the groove within the spline defines the minor diameter. The minor diameter is what determines the strength of the axle shaft. The included angle of the spline (commonly called the “pressure angle”) is important as well. Some pressure angles measure 30-degrees (which works out to a 60-degree included angle). But for racing applications, a 45-degree pressure angle (90-degree included angle) is superior. The reason is, the spline depth is actually shorter, which allows for a larger minor axle diameter (on a specific axle outside diameter). |
|
Williams goes on to point out that most modern axles are manufactured with a 24-pitch. If an axle has a 1-inch circular pitch diameter (the mid-point between the major and minor diameters), it would have exactly 24 splines (or teeth). The distance between the centerline of adjacent splines remains constant, so as the diameter of the shaft increases, so does the number of splines. As an example, a 35-spline axle has a major diameter of 1.500-inches while a 40-spline axle measures 1.708-inches in diameter. We’re not quite done yet. The actual shape of the spline is important too. Original equipment axles are manufacturer with what is called an “Involute Spline”. This means the face of each spline is slightly curved. This type of spline provides for an optimum contact patch along with even pressure while engaged. But there’s a catch: You can’t recreate an involute spline by way of flycutting (resplining). That results in a straight cut spline. To manufacture an involute spline, you have to hobb the spline. What’s hobbing? Hobbing is a machining process which incorporates a special type of mill. The teeth or splines are progressively machined into the component by a series of cuts made by a cutting tool, which is called a hob. It is possible to fit (and use) a flycut flat axle spline into a spool or differential designed for an involute spline. But what happens is the spline on the axle(s) is stressed – often considerably. Reliability diminishes. That’s why it’s not a good idea to mix and match splines. |
 This is the flange side of the Pro Street axle (it’s being fitted with Drive Studs in this photo – we’ll spend some time on these down the road). Different applications mandate different flanges. A Pro Street piece will be thicker (heavier) than a dedicated drag race axle (for example, no worries about curbs on the strip). But can’t axles with similar spline counts be interchanged? Absolutely Not! Case in point is an Original Equipment 35-spline Dana axle and a special MW 35 spline axle. They are not interchangeable because the MW spline features a 45-degree pressure angle, which (obviously) differs from the stock Dana 30-degree pressure angle configuration. Mark Williams does, however, offer Hi-Torque forged steel axles with OEM type splines. So be sure you get the right axle spline for the right spool or differential assembly in your race car. Why do some axles have a reduced diameter after the spline? Mark Williams notes that in order for a splined shaft to carry its maximum torsional load it is necessary to have a working shaft diameter smaller than the major spline diameter. The reduced section after the spline works in the same way as a torsion bar — allowing the rotational wind up to occur over a longer area. This prevents the axle from experiencing permanent set (more below). Axles that are not undercut will twist at the end of the spline engagement and eventually fail at this point. The actual shape of a given axle has a major influence upon ductility. For example, the MW Hi-Torque axle(s) shown in the accompanying photos taper from the axle bearing shoulder (1.774 inches) down to the minor diameter of the spline. This effectively creates a profile in the shape of a triangle. In turn, this triangulation provides the axle with more resistance to bowing (it’s not uncommon for high horsepower cars to bow, which creates an axle toe-in situation — obviously this has an effect upon performance). Approximately one-third of the axle remains in the minor diameter to allow for torsion bar-like twisting. The triangulated profile of the axle prevents it from permanently changing shape.  A pair of axles for the same car. What’s going on with the length? Simple. It’s pinion offset in the Ford housing. Our car has a centered pinion housing too. The result is a different axle length for each side of the car. Keep this mind when buying axles (more on measuring for axles in Part 4 of this series). You’ll sometimes see some axles where the spline area is shorter than those found in another axle. What’s going on here? The reason is many axle builders gang-run axles in batches in few (specific) lengths. They manufacture those axles with very long splines. When the company receives an order, they simply cut off the excess spline. On the other hand, those companies with shorter splines actually build the axle to the correct length, which allows for 100% engagement in the spool or differential. If you have excess (unused) spline, then the torsional capability of the axle is reduced. On a similar note, you’ll find some axles are actually shorter than others for a given application. What’s up with that? The reason is, the spline location in some spools is located further outboard. This allows for a larger (stronger) spline, but at the same time, the axles can be built shorter. This means the axles will be lighter, and that’s a bonus. We’ll get to axle weight in the next issue. Finally, the shoulder of the axle bearing is another area to ponder. Standard 12-Bolt Chevy axles typically have a 1.400-inch bearing (ID); a small Ford housing has a 1.378-inch ID. Most mid-range performance axles typically make use of a 1.562-inch ID bearing while a race axles, such as the MW Hi-Torque, is designed for a 1.774-inch ID bearing. That’s a huge difference, especially when you consider that the larger the bearing, the greater the surface area to both carry weight and to transfer the load. As you can see, there’s a whole bunch more to axles than you might have once thought. But we’re not done. Watch for the next issue. We’ll look at critical mass along with other factors that can have an effect upon your racing program. Stay tuned. |
| Find the complete and original article here on RacingJunk.com Want to read the whole series? Articles 1 - 4 can be found here. |